
当今高性能计算、航空航天、国防电子等领域,电子设备的功率密度不断提升,单位面积散热要求已经达到数百甚至上千W/cm²。

南京理工大学能源与动力工程学院的 研究团队,针对高性能电子设备的散热难题, 通过将拓扑优化与金属3D打印技术相结合,给微通道两相散热提供了解决思路。
实验结果表明,优化后的设计在1000 W/cm²的高热流密度工况下,仍能保持稳定的散热性能,这对于高性能计算中心、相控阵雷达等高端电子设备的散热具有重要意义。
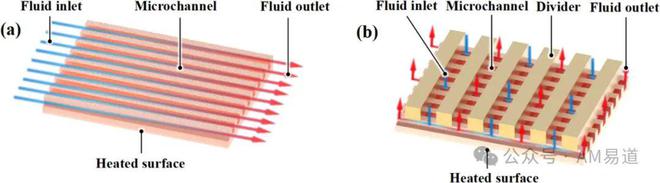
正如图1所示,传统的微通道散热器(MCHS)虽然可以实现较高的散热效果,但同时也面临着沿程压降大、温度分布不均匀等问题。
而新型歧管式微通道散热器(MMCHS)通过独特的设计,不仅能够显著降低流动阻力,还能实现更均匀的温度分布。
本文研究的两相流动沸腾散热技术,其实是一种高级的液冷方案,但与传统单相液冷有着本质的区别。
这就像是用一根水管持续输送冷水来降温。而本文的两相散热技术则巧妙地利用了相变过程。
当冷却液流经高温区域时,部分液体会吸收热量并气化,这个相变过程能够吸收大量的热。
通过精心设计的微通道结构,研究人员实现了气泡流、受限气泡流、弹状流等不同的流动模式。以及探讨了不同模式下影响下什么样的结构有最优的效果。
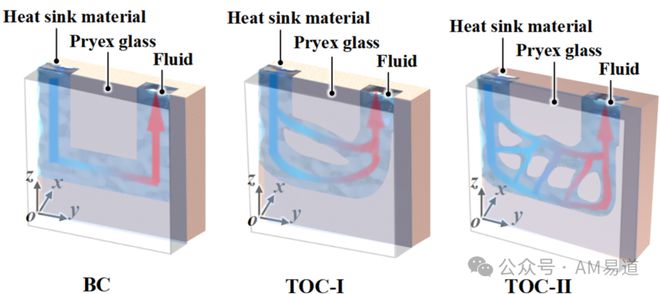
研究团队开发了三种不同的微通道构型:基准构型(BC)、拓扑优化构型I(TOC-I)和拓扑优化构型II(TOC-II)。
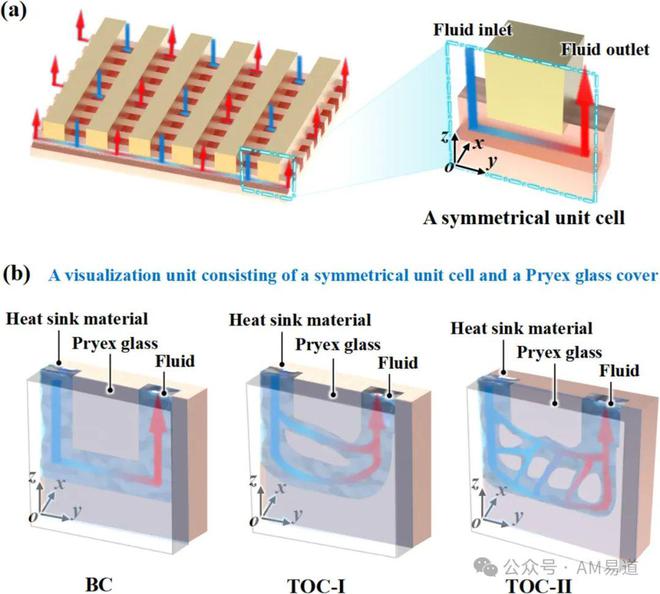
如图2所示,这三种构型在保证流通体积相同的前提下,通过拓扑优化实现了截然不同的流道布局。
打印过程采用最大功率为500W的光纤激光器,激光光斑尺寸精确控制在40-60μm之间。
具体打印铬锆铜除了打印之外,为了确保产品质量,所有样件在打印完成后都经过了热等静压(HIP)处理,这一工艺成功将样件的相对密度提升至99%以上。
研究团队成功实现了三种不同构型微通道的制造,其中最小特征尺寸达到0.075mm,这充分展现了金属3D打印在微尺度结构制造方面的优势。
特别是对于TOC-I和TOC-II这样的复杂拓扑结构,传统加工方法难以实现,而金属3D打印技术则为这类创新设计提供了可靠的制造手段。
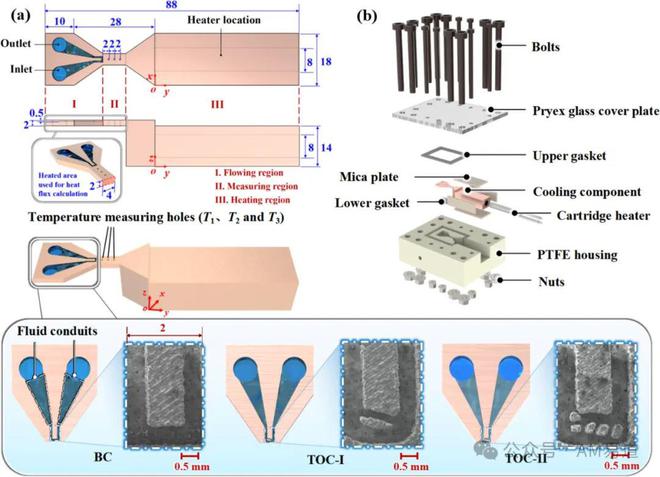
如图3所示,冷却组件的结构可以分为三个功能区域:流动区(I区)、测量区(II区)和加热区(III区)。
其中,最关键的流动区包含了进出口、流体通道和歧管式微通道(在SEM图中可见微观结构)。
在微通道尺寸设计上,BC构型采用了0.5mm的标准宽度,而TOC-I和TOC-II则通过拓扑优化分别实现了0.19mm和0.075mm的最小通道宽度。所有构型都保持了0.5mm的统一通道深度。
测量区布置了三个直径为0.5mm的测温孔(T1、T2和T3),用于实时监测温度分布。加热区则设计了一个直径5mm、长度50mm的圆柱形腔体,用于安装加热器。
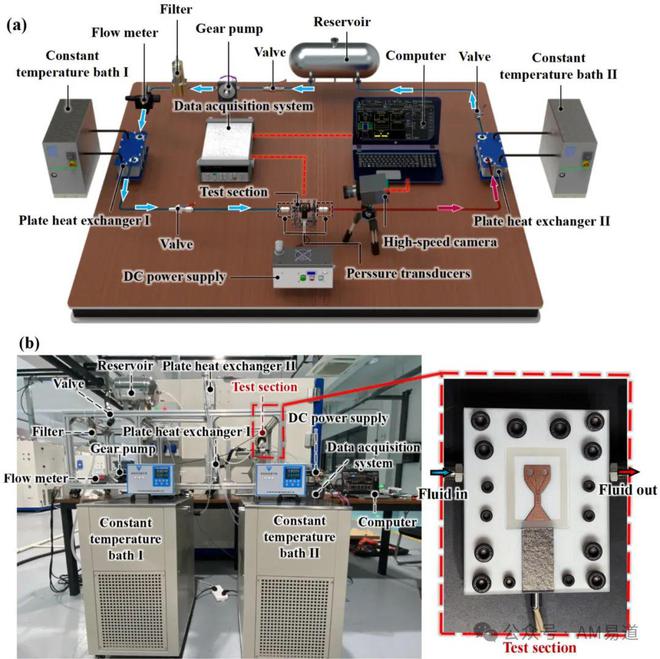
如图4所示,实验回路配备了磁力齿轮泵(MRB12/16)、微型涡轮流量计(CX-M9-SS)、恒温水浴(DC-2030)等高精度设备。这些设备的协同工作确保了实验数据的准确性和可重复性。
特别值得一提的是,研究团队还采用了高速摄像机(Y4-S1)来捕捉和可视化流动沸腾过程中的气泡行为。
研究团队分别在流量50和100 mL/min,入口温度293K和313K的条件下进行了系统测试。
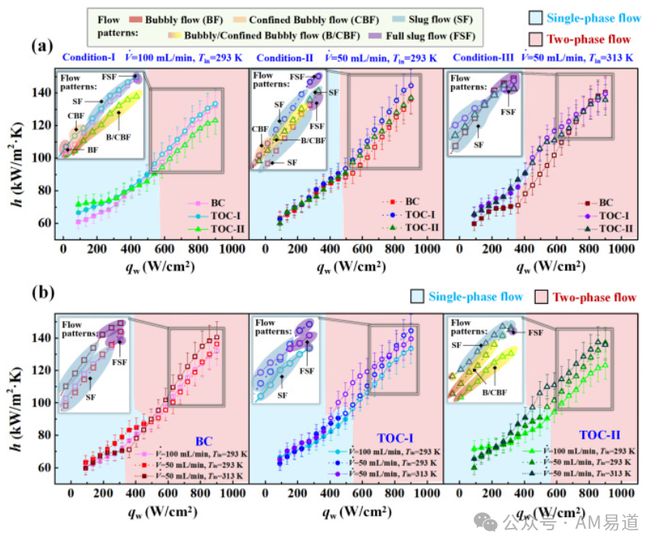
数据显示,在Condition-I(流量100 mL/min,入口温度293K)工况下,TOC-I的换热系数比基准构型和TOC-II分别提高了4.8%和8.4%,这一性能提升在高热流密度区域(540-900 W/cm²)表现得尤为明显。
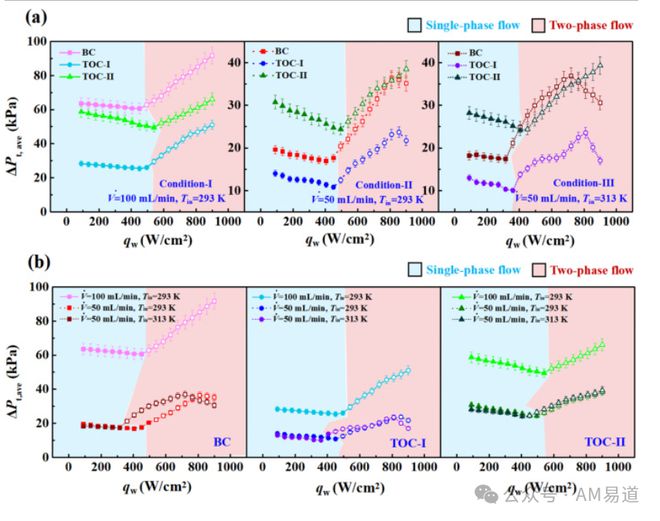
在压力特性方面,如图5所示,研究团队通过精确测量发现了压力损失的分布规律。
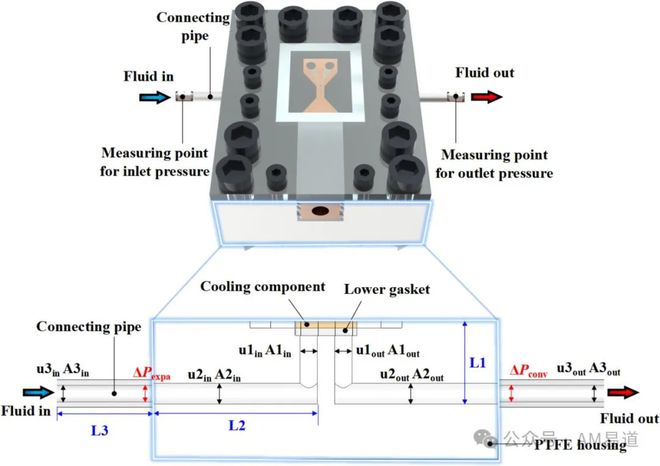
实验装置入口段(L3)、过渡段(L2)和出口段(L1)的压力损失分别由不同机制主导。 特别是在微通道入口处的突缩和出口处的突扩,这些局部损失对总压降有显著影响。
在两相流动模式方面,如图6所示,研究团队观察到了四种典型的流动形态:气泡流、受限气泡流、弹状流和完全弹状流。
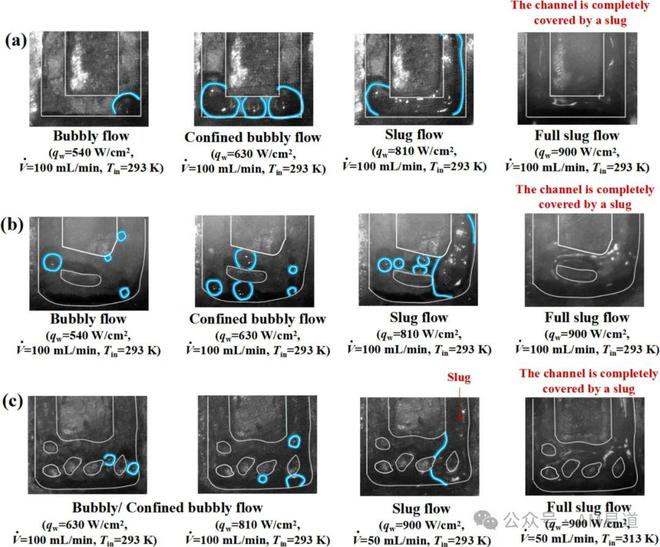
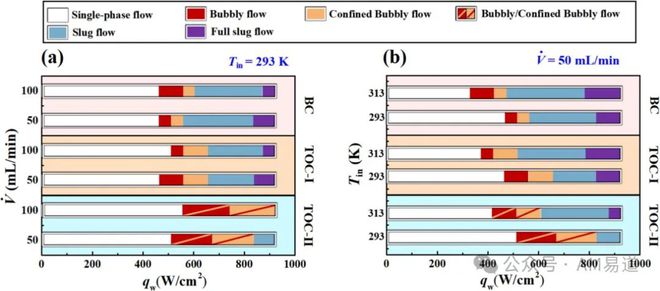
当热流密度从200 W/cm²逐步提升至1000 W/cm²时,流动形态呈现出清晰的演变规律:首先是单相流动,随后依次出现气泡流、受限气泡流,最终发展为弹状流。
实验中采用的铬锆铜(CuCrZr)材料展现出优异的性能,其导热系数和机械强度的完美平衡为微通道的可靠运行提供了保障。
通过热等静压(HIP)处理,材料致密度达到99%以上,这一工艺参数的优化对产品性能起到了关键作用。
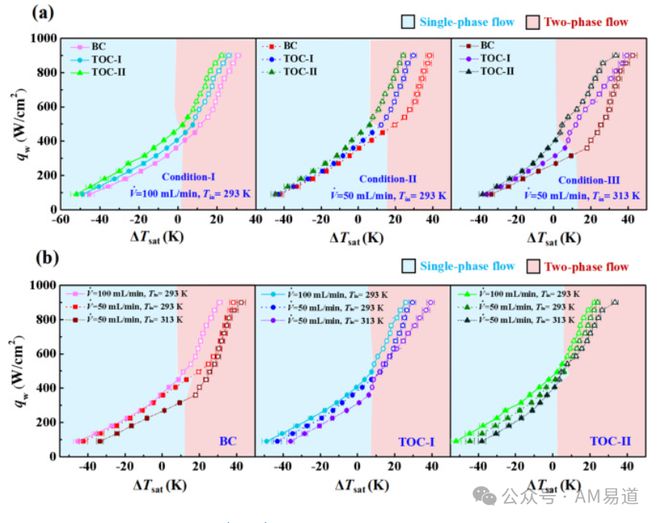
如图8和图9所示,与基准构型相比,TOC-I和TOC-II在沸腾起始点的壁面过热度分别降低了6.6K和9.9K。
这一结果意味着优化后的构型能够在更低的温度下启动沸腾传热,从而提高散热效率。
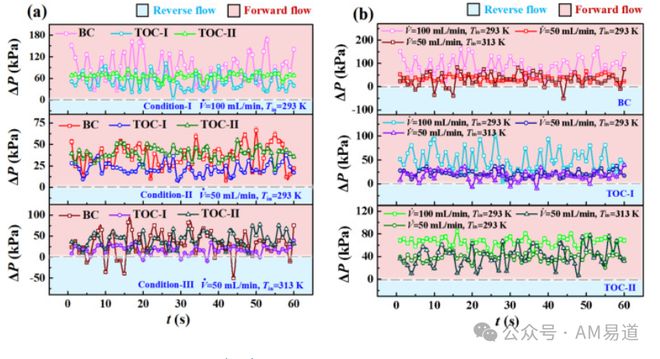
如图12和图13所示,在流动不稳定性出现时,TOC-I和TOC-II的压力波动明显小于基准构型,这表明拓扑优化构型能够有效抑制反向流动。
数据显示,TOC-I展现出最高的传热系数和最小的压降,最大优值系数(FOM)达到了1.44。
AM易道认为,这些实验结果不仅验证了拓扑优化设计的可行性,更重要的是为高热流密度电子设备的散热提供了新的解决方案。
从图14的对比数据可以清晰地看出,优化后的构型在各个方面都展现出了优异的综合性能。
特别是在压力波动预测方面,TOC-I构型的实验值与模拟值的吻合度最高,偏差仅为10.1%。这一结果不仅验证了数值模型的可靠性,更为未来的构型优化提供了有力工具。
AM易道认为,这项研究的突出贡献在于首次系统地将拓扑优化与两相流传热特性相结合,为高热流密度电子设备的散热设计提供了新思路。
我相信很多读者会本能的选择TOC-II型,但实际上 根据本研究的两相传热工况, TOC-I展现出了最佳的整体性能。
首先是传热性能。在工况I(流量100 mL/min,入口温度293K)条件下,TOC-I的传热系数比基准构型提高了4.8%,比TOC-II提高了8.4%。
特别是在热流密度为540-900 W/cm²的高负荷区间,TOC-I始终保持着最高的传热效率。
实验数据显示,相比基准构型和TOC-II,TOC-I的时均压降分别降低了42.6%和44.9%。
这种显著的压降降低意味着系统运行所需的泵功率大幅减小,从而提高了整体能效。
TOC-I达到了最大1.44的FOM值,这一数值充分证明了其在传热与流动性能的最佳平衡。
那么,为什么TOC-I的表现优于TOC-II?或许可以从结构特征来解释:
虽然更窄的通道理论上可以提供更大的传热面积,但过小的通道尺寸会带来几个问题:
首先是流动阻力显著增加;其次是在两相流动时,过小的通道容易导致流动不稳定性增加;
最后是沸腾换热受到抑制,在实验中观察到TOC-II的沸腾换热并不充分,主要表现为气泡流和受限气泡流状态。
在微通道散热器的设计中,并非简单地追求更小的特征尺寸,而是要在多个性能指标之间找到最优平衡。
随着5G、人工智能、高性能计算等领域的快速发展,电子设备的散热需求愈发迫切。
未来,这类技术的发展重点除了设计层面的更优化还可能转向多尺度结构优化、工艺提升等方向。
但可以预见的是,随着技术的不断成熟,新型微通道散热器必将为电子产业的持续发展提供强有力的支撑。
感谢您阅读到了最后,如果觉得AM易道文章有价值,请您点赞、转发、关注AM易道,与您一道发现3D打印的下一个奇点。

 客服1
客服1